graffi
causa:
1) la granulometria della polvere per lucidatura è irregolare o mescolata con impurità meccaniche di particelle grandi
2) l'ambiente dell'officina non è pulito
3) i materiali di lucidatura (colla per lucidatura o poliuretano e adesivo, ecc.) sono sporchi
4) panni sporchi e polvere portati dall'operatore
5) i graffi lasciati dalla molatura fine non vengono gettati via o non vengono puliti a fondo
6) il pezzo o la sagoma dell'apertura di ispezione non sono puliti e il metodo non è corretto
7) il materiale di lucidatura (colla per lucidatura o poliuretano) è duro ed è stato utilizzato per molto tempo,sono presenti gusci duri sulla superficie o depositi secchi e duri sul bordo
8) la filiera di lucidatura non è coerente con il disco specchio
9) causati da processi ausiliari (muro, pulizia, ribaltamento, vernice protettiva bagnata, ecc.)
metodi di superamento:
1) selezionare una polvere lucidante con granulometria uniforme e corrispondente al materiale di vetro
2) fare un buon lavoro di "5S"
3) conservare le forniture necessarie
4) pulizia e conservazione del panno e degli operatori che indossano abiti da lavoro e cappelli
5) autoispezione
6) utilizzare correttamente il modello
7) selezionare i materiali di lucidatura appropriati (colla per lucidatura o poliuretano), sostituirli periodicamente, e modificare o riparare la filiera di lucidatura
8) modificare o raschiare, e rifare lo stampo di lucidatura
9) processo secondo le modalità operative di ciascun processo ausiliario
pitting
causa:
1) tempo insufficiente per la levigatura fine e la lucidatura
2) la superficie di levigatura fine è irregolare o la differenza tra il centro e il bordo è ampia
3) sono presenti tracce dopo la rottura di graffi ruvidi
4) crollo dell'angolo quadrato o rettangolare dopo la macinazione fine
5) le parti si spostano sul disco mirror a causa dell'elaborazione
6) l'errore di forma della superficie di smerigliatura fine è troppo grande, in particolare l'altezza è troppo alta, che è facile causare una lucidatura dei bordi insufficiente
7) l'efficienza di lucidatura è influenzata dal lungo tempo di lavorazione della filiera di lucidatura o dal lungo tempo di utilizzo del liquido di lucidatura
metodi di superamento:
1) l'ultimo foro di sabbia grossolana deve essere rimosso durante la molatura fine, e il tempo di lucidatura deve essere sufficiente
2) l'apertura per la macinazione fine è opportunamente abbinata, e deve essere lavorata dal bordo al centro
3) dopo averlo trovato, dovrebbe essere contrassegnato, posizionato separatamente o rilanciato
4) utilizzare lo stampo piatto scanalato, e aggiungere la sabbia in modo uniforme
5) selezionare l'adesivo appropriato, controllare la temperatura di processo e la temperatura della lastra dello specchio, e lo spessore dell'adesivo deve soddisfare lo standard
6) l'adattamento dell'apertura di ciascun canale di macinazione fine deve essere effettuato in stretta conformità con la scheda di istruzioni per l'operazione di processo
7) gestione periodica di vari indicatori (peso specifico, valore ph, ecc.) di sostituzione della pelle lucidante e liquido lucidante.
impronta
causa :
1) la filiera di lucidatura non è ben accoppiata con il disco specchio, e sono presenti tracce di macchie d'olio
2) scarsa stabilità chimica del vetro
3) gocce d'acqua, liquido lucidante, saliva, ecc. non vengono pulite in tempo
le stampe sono per lo più prodotte su vetro con scarsa stabilità chimica. il ruolo degli additivi è principalmente quello di stabilizzare il valore ph della soluzione lucidante e aumentare alcune sostanze idrofobiche rimaste sulla superficie della lente, in modo da aumentare l'impermeabilità della la lente oltre agli additivi, la produzione di calore durante la lavorazione dovrebbe essere ridotta al minimo.
metodi di superamento:
1) selezionare la colla per lucidatura appropriata, raschiare o modificare lo stampo per lucidatura (in poliuretano) per farlo combaciare
2) possono essere selezionati gli opportuni additivi per l'impronta generata nella lucidatura; e il segno prodotto dopo il completamento può proteggere la vernice
3) evitare di parlare al pezzo; se la lastra seguente non può essere asciugata con un panno,, è necessario pulirla. anche il vetro con scarsa stabilità chimica deve essere asciugato.
aperturaD formazione
causa :
1) forza di adesione impropria dell'adesivo
2) l'apertura non è stabile
3) durante la lavorazione del disco rigido, il disco rigido è stato utilizzato per molto tempo e non è stato rilevato (la lamatura è sporca o deformata)
4) il cerchio esterno del pezzo da lavorare è troppo grande durante la lavorazione del disco rigido, e il metodo di sospensione è improprio, ecc.
metodi di superamento:
1) la deformazione dell'apertura si verifica principalmente nelle parti sottili o irregolari, e deve essere adottato un metodo di sospensione appropriato
2) deve essere fornito un certo tempo di stabilizzazione dell'apertura in base alle dimensioni del pezzo
3) la piastra rigida deve essere controllata e corretta regolarmente
4) seguire rigorosamente il processo e le procedure operative della parete pensile
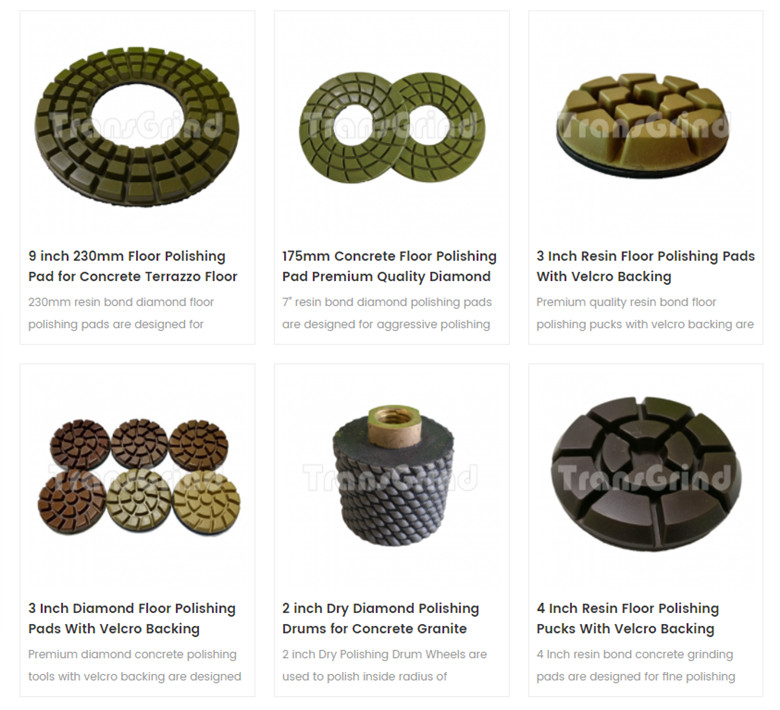
transgrindare è un produttore professionale di utensili diamantati per cemento o pietra levigatura e lucidatura pavimenti , abbiamo fornito molti diversi tipi di utensili diamantati per molti clienti, come strumenti scanmaskin, strumenti lavina, strumenti klindex, strumenti husqvarna, strumenti HTC ecc.non esitare a consultare i nostri prodotti facendo clic immagini per entrare nel nostro web ufficiale se sei interessato.
 IPv6 rete supportata
IPv6 rete supportata English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 Polski
Polski 中文
中文